印章機 電腦印章機 激光印章機
- 品牌:???磨石電子
- 型號:???
首選磨石激光刻章機產品質量穩定可靠,售后服務有保障!我們承諾讓每一位擁有磨石雕刻機的用戶買的安心,用的省心,售后服務保證讓您放心!公司網址:http://www.diaokejiqi.com,http://www.mslaser.cn, http://www.housewifewom.com
聯系電話:18906358552 15063591363
QQ: 907777911 582049764
各種非金屬材料,如玉石、水晶、木頭、塑料等
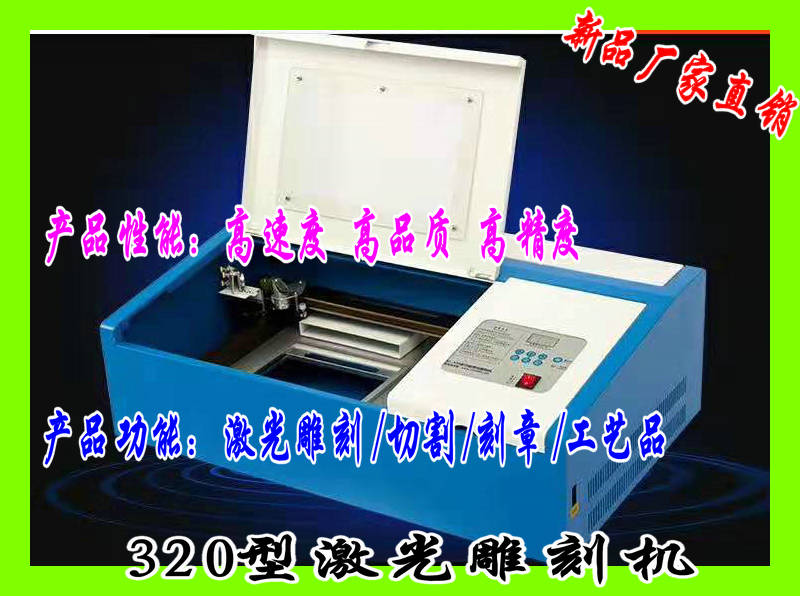
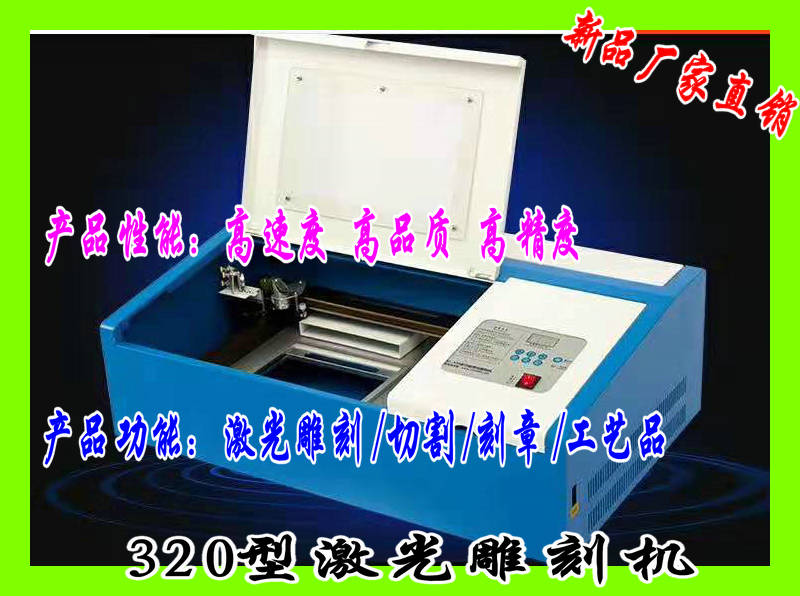
(1)、主要適用于雕刻非金屬材料的印章。如:牛角印、木頭印、紅塑印、有機玻璃印、原子印、水晶印、玉石印等。(2)、適用于小面積的工藝品加工;在雙色板、木板、竹片、有機玻璃板、布匹上刻制各種各樣的圖形和文字,圖文并茂,形象逼真。(3)、可在電子元件上雕刻名稱、型號、標識、圖案等,極具永久性。
激光功率 40W電源電壓 AC220±10% 50HZ/AC110±10% 機器重量 23kg外形尺寸 800x500x250(mm)最大雕刻面積 250x160(mm)最大刻章面積 200x80(mm)工作環境溫度 5℃-35℃工作速度 0-10mm/s、0-30mm/s、0-50mm/s包裝 高品質紙箱 專業從事各種型號雕刻機,刻章機,印章機,整機及其刻章軟件,關鍵部件研發、生產和銷售。聯系手機:18906358552 /15063591363 QQ:582049764/907777911 公司網址:http://www.diaokejiqi.com, http://www.mslaser.cn http://www.housewifewom.com
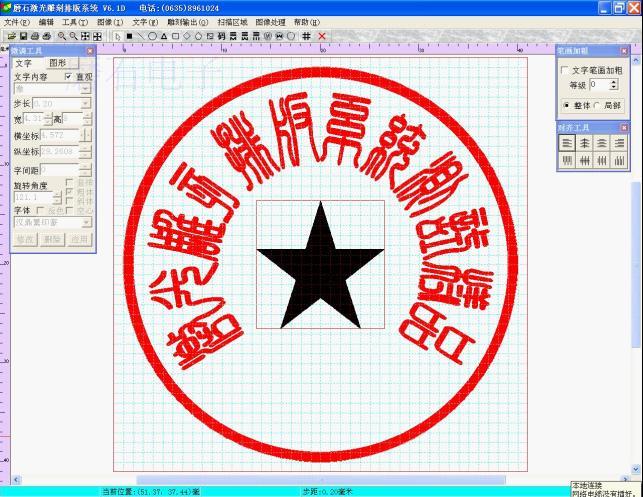
磨石激光雕刻排版系統
第一步:插入光盤,運行安裝程序文件;
第二步:出現安裝提示逐步進行;
第三步:插入加密狗,待系統自動安裝,提示“可以使用”后運行系統。
第四步:重新啟動軟件。
菜單說明
文件:模板、新建空版面、打開、保存、輸入、系統設置、設置密碼、退出
編輯:
工具
圖像
文字
雕刻輸出
掃描區域
圖像處理
幫助
印章排版
方章排版
步驟:
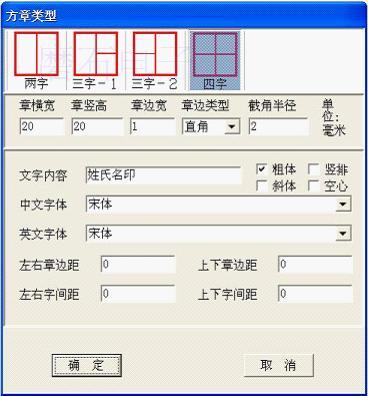
⑴在菜單中選擇新建—方章彈出下面窗口;
⑵選擇印章類型:兩字名章、三字名章、四字名章;
⑶設置參數后,確定;
⑷設置掃描區域,一般不用調整,直接確定即可;
⑸單字調整:在菜單中選擇編輯—顯示選擇框、微調工具,用鼠標點擊文字/矩形上方的矩形—選擇此對象;在微調工具中調整;
⑹整章調整:雙擊印章,彈出下面窗口,進行參數調整;以前的單字調整將失效;確定;
⑺不符合要求,重復以上操作。
條章排版
步驟:
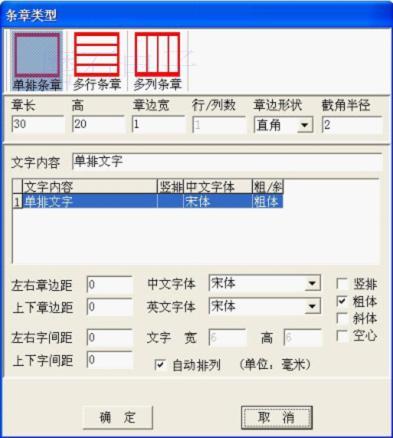
⑴在菜單中選擇,新建—條章彈出下面窗口;
⑵選擇類型:單排、多行、多列;
⑶設置參數:行/列數值在多行/多列條章中可用;
⑷輸入文字內容:對于多行/多列條章,每行的文字是分別輸入的,并且字體及樣式分別設定;
⑸選擇自動排列,按照條章的尺寸及行/列數均勻排列,字的大小自動設置;否則,請手動設置文字的寬和高;確定;
⑹設置掃描區域,一般不用修改,直接確定即可;
⑺單字調整:在菜單中選擇編輯—顯示選擇框、微調工具,用鼠標點擊文字/矩形上方的矩形——選擇此對象;在微調工具中調整;
⑻整章調整:雙擊印章,彈出下面窗口,進行參數調整;以前的單字調整將失效;確定;
⑼不符合要求,重復以上操作。
圓章排版

步驟:
⑴在菜單中選擇:新建—圓章彈出下面窗口;
⑵選擇圓章類型,共五種;
⑶設置參數:
外邊線寬:章邊寬;
內邊線寬:內章邊寬;
邊線距:文字與章邊的距離;
夾角:文字分布的角度;
添加、刪除:把文字分成幾段分別設置字體和樣式;
⑷修改文字內容,點擊所要修改的文字,然后在“文字內容”后修改;
⑸選擇自動排列,按照圓章的尺寸及夾角度數均勻排列,字的寬度自動設置;否則,請手動設置文字的寬;確定;
⑹設置掃描區域,一般不用修改,直接確定即可;
⑺單字調整:在菜單中選擇編輯—顯示選擇框、微調工具,用鼠標點擊文字/矩形上方的矩形—選擇此對象;在微調工具中調整;
⑻整章調整:雙擊印章,彈出下面窗口,進行參數調整;以前的單字調整將失效;確定;
⑼不符合要求,重復以上操作。
橢圓章排版
步驟:
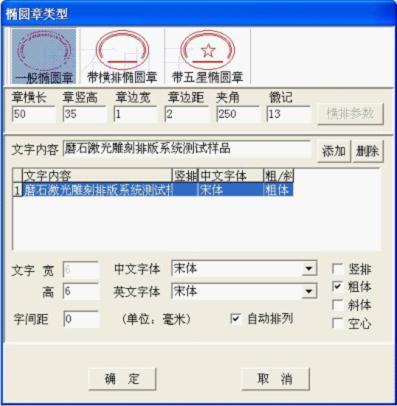
⑴在菜單中選擇新建—橢圓章彈出下面窗口;
⑵選擇橢圓章類型,共三種;
⑶設置參數:
橫軸、縱軸:橢圓章的橫寬、豎長;
外邊線寬:章邊寬;
內邊線寬:內章邊寬;
邊線距:文字與章邊的距離;
夾角:文字分布的角度;
添加、刪除:把文字分成幾段分別設置字體和樣式;
⑷修改文字內容,點擊所要修改的文字,然后在“文字內容”后修改;
⑸選擇自動排列,按照橢圓章的尺寸及夾角度數均勻排列,字的寬度自動設置;否則,請手動設置文字的寬;確定;
⑹設置掃描區域,一般不用修改,直接確定即可;
⑺單字調整:在菜單中選擇編輯—顯示選擇框、微調工具,用鼠標點擊文字/矩形上方的矩形——選擇此對象;在微調工具中調整;
⑻整章調整:雙擊印章,彈出下面窗口,進行參數調整;以前的單字調整將失效;確定;
⑼不符合要求,重復以上操作。
新建空白版面
自定義類型是建立一個空白的版面,然后添加文字、圖形、圖像到版面中,再調節各個對象的大小及位置,使其達到預定效果;實際上,同一類型的版面,只要排一次版,存放為.YZ文件中,再次使用時,調出修改即可。
指紋印章
在印章的五角星上,添加指紋,印章帶有個人識別信息;
制作方法:
1、用掃描儀以單色方式將指紋掃描進計算機中,并以單色位圖存放于BMP文件;
2、編排印章;
3、添加五角星,如已有可跳過此步;
4、添加指紋圖像;
5、選擇菜單—圖像—微調工具,將添加的圖像移動到五星上;
6、選擇圖像的“附加圖像”一項;
7、調節圖像的大小、位置,使其符合條件。
蒙文印章排版
此功能是專門為內蒙古印章行業的蒙文印章制作而開發的,可以進行蒙漢混排;
編排步驟:
1、在菜單中選擇,文件—新建—圓章;
2、刪除圓章文字,點擊確定;
3、添加橢圓蒙文(在工具欄中,點擊 按鈕,并在印章中點擊);
4、添加橫/豎排蒙文(在工具欄中,點擊 按鈕,并在印章中點擊);
5、然后點擊“蒙文輸入”,即可進入蒙文輸入方式;
6、蒙文輸入可以使用鍵盤輸入,也可以用鼠標點擊選擇輸入;
添加一行使用“插入”按鈕;
刪除一行使用“刪除”按鈕;
修改某一行:首先,增大/減小序號使要修改的蒙文變紅,即可在文字編輯框中直接修改;
7、退出蒙文輸入,點擊確定,蒙文就添加進去了;
8、由于蒙文筆劃太細,這里有兩種方法解決:
a、所有字體都使用粗體,此方法簡單,但有一定的局限性;
b、所有字體都使用細體,在編輯中點擊,筆劃加粗,把橫劃、豎劃分別加粗,調節適當的等級。
9、保存此印章,作為模板使用;以后再有此類型,直接調出修改文字即可。
注:在“安裝目錄/樣品” 下,有蒙文樣板可以直接調入修改文字即可使用。
維文印章排版(其他語言文字)
此功能是專門為新疆印章行業的維文印章制作而開發的,可以進行維漢混排;
編排步驟:
1、在菜單中選擇,文件—新建—圓章;
2、刪除圓章文字,點擊確定;
3、添加其他語言橢圓文字(在工具欄中,點擊 按鈕,并在印章中點擊);
4、添加其他語言橫/豎排文字(在工具欄中,點擊 按鈕,并在印章中點擊);
5、然后使用相應的文字的輸入法輸入文字內容;
維文輸入請使用維文輸入法;如:維軟公司的維文輸入法;
6、點擊確定,相應對象就添加到排版中了;
7、如果筆劃太細,這里有兩種方法解決:
a、所有字體都使用粗體,此方法簡單,但有一定的局限性;
b、所有字體都使用細體,在編輯中點擊“筆劃加粗”,只加粗選中的文字對象,調節適當的等級。
9、保存此印章,作為模板使用;以后再有此類型,直接調出修改文字即可。
注:在“安裝目錄/樣品”下,有維文樣板可以直接調入修改文字即可使用。
文字錄入
字模:計算機中文字的可見部分和不可見部分,通常意義的文字大小是指可見部分。
添加方法:在文字菜單下,選擇要添加的文字類型,然后移動鼠標到版面中,點擊鼠標左鍵,彈出下面的窗口,設置參數,點機確定即可添加到版面中。
⑴橫/豎排文字:在菜單/工具欄中選擇后,在印章中用鼠標點擊選擇起始點;然后,彈出設置窗口,設置參數及文字內容,點擊確定完成添加過程;
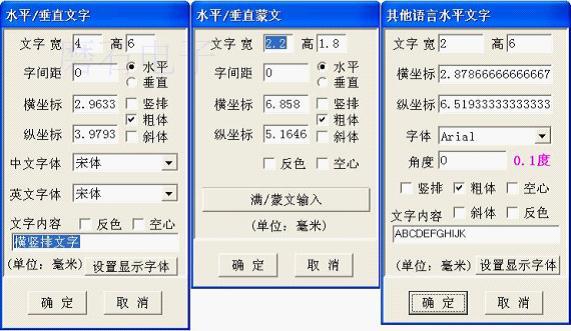
文字高、寬:單個文字的字模高度和寬度;
字間距:上一文字字模與下一文字字模之間的距離;
橫/縱坐標:當前文字串的左上角在版面中的位置;
中文字體:象漢字一樣的雙字節文字的字體設置;
英文字體:象英文字母一樣的單字節文字的字體設置;
水平/垂直:文字串水平排列,還是垂直排列;
豎排:文字逆時針方向旋轉90度;
粗體/斜體/反色/空心:文字排版樣式
設置顯示字體:為了達到更好的文字兼容性,專門用來設置在文字內容欄顯示的文字字體
文字內容:輸入要添加到版面中的文字串;
滿/蒙文輸入:使用本軟件提供的滿/蒙文輸入法輸入滿/蒙文;
角度:其他語言水平文字串的旋轉角度。
⑵橢圓文字:在菜單/工具欄中選擇后,在印章中用鼠標點擊選擇橢圓文字的中心點;然后,彈出設置窗口,設置參數及文字內容,點擊<確定>完成添加過程;
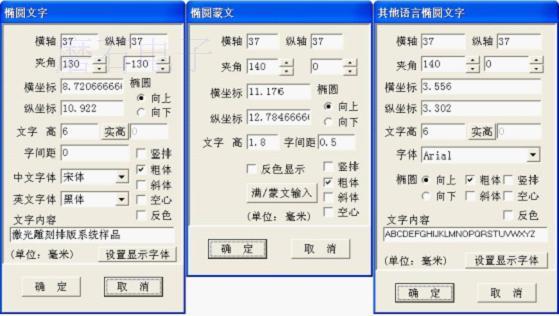
橫軸、縱軸:文字排列所依據的橢圓的橫軸和縱軸;
夾角角度:正上為0度,向左轉為正值,向右轉為負值;
向上、向下:文字排列在夾角上方或下方;
文字高、寬:單個文字的字模高度和寬度;
字間距:上一文字字模與下一文字字模之間的距離;
橫/縱坐標:當前文字串的左上角在版面中的位置;
中文字體:象漢字一樣的雙字節文字的字體設置;
英文字體:象英文字母一樣的單字節文字的字體設置;
豎排:文字逆時針方向旋轉90度;
粗體/斜體/反色/空心:文字排版樣式
設置顯示字體:為了達到更好的文字兼容性,專門用來設置在文字內容欄顯示的文字字體
文字內容:輸入要添加到版面中的文字串;
滿/蒙文輸入:使用本軟件提供的滿/蒙文輸入法輸入滿/蒙文;
⑶條形碼輸入,國際標準的EN13/EN8條形碼
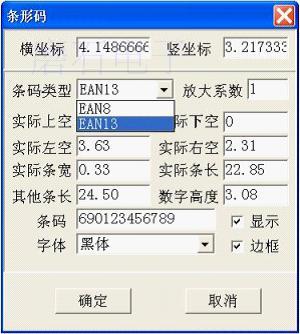
條碼類型:選擇EN13還是EN8型條碼
放大系數:條碼整體放大倍數;
上空/下空/左空/右空:條碼周圍預留空白;
條寬:條碼單條的寬度;
條長:條碼單條的長度;
其他條長:開始/結束/中間的條長;
數字高度:條碼數字的高度;
條碼:條碼數字,校驗碼自動生成,輸入無效;
字體:條碼數字的字體;
顯示:顯示條碼數字;
邊框:以條碼最大矩形畫方框,用于表示條碼大小。
蒙文輸入
⑴輸入文字:根據蒙文字點擊相應的字根按鈕;輸入完成點擊插入,輸入下一個蒙文字;
⑵修改文字:修改文字序號,將要改的文字變紅,將文字框中的文字刪除,重新輸入即可;
⑶刪除文字:將相應的蒙文變紅,然后點擊刪除按鈕;
⑷修改字體:在字體下拉菜單中,選擇相應的字體;
⑸字根寬、高:當前顯示的蒙文大小。
維文輸入(其他語言文字輸入)
⑴輸入維文:首先選擇為文字體,然后使用維文輸入法,通過復制—粘貼的方式輸入到文字內容;
⑵調節各項參數,點擊確定即可;
⑶其它的操作方式與漢字處理相同;
維文輸入(其他語言文字輸入)
⑴輸入維文:首先選擇為文字體,然后使用維文輸入法,通過復制—粘貼的方式輸入到文字內容;
⑵調節各項參數,點擊確定即可;
⑶其它的操作方式與漢字處理相同;
圖像添加
⑴粘貼圖像:把粘貼版中圖像放入當前印章中;
⑵繪圖工具:
點:在菜單/工具欄中選擇后,在印章中用鼠標點擊并拖動,即可畫出相應大小的點;
線段:畫法與畫點相同,線粗細用微調工具調節;
橢圓:畫法與畫點相同,邊線粗細用微調工具調節;
矩形:畫法與畫點相同,邊線粗細用微調工具調節;
菱形:畫法與畫點相同,邊線粗細用微調工具調節;
多邊形:畫法與畫點相同,邊線粗細、邊數用微調工具調節;
圖像:畫法與畫點相同,只是要選擇要添加的圖像文件,大小用微調工具調節;
網紋:添加防偽網紋,點擊可看到印章中旋轉的網紋,再點擊一次,網紋添加結束;
⑶添加方法:在圖像菜單下,選擇要添加的圖形/圖像,然后移動鼠標到版面中,按下鼠標左鍵,然后拖動鼠標,放開鼠標即可添加到版面中。
防偽網紋
可以在印章中,任意添加極細的陰紋,可以有效的防止手工、激光雕刻機的復制;
制作方法:
a、 編排印章;
b、 選擇菜單—圖像—網紋(或在工具欄中選擇),在印章上出現變化的文字輪廓,按任意鍵或點擊鼠標,網紋就添加上了;
c、 重新添加網紋,重復第二步操作;
掃描區域
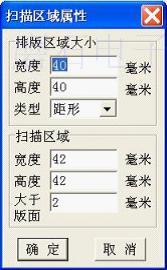
排版區域大小:一般只在自定義版面類型時使用;其它類型,請雙擊版面彈出設置窗口調整尺寸;
類型:它將影響輸出時掃描區域的類型;
掃描區域:默認比版面大2毫米。
雕刻輸出

按鈕、參數說明
雕刻輸出:定位后轉換數據,輸出到雕刻機;
重新輸出:再次輸出上一次雕刻的數據;
停止雕刻:當雕刻正在進行時可用,因為雕刻機有緩存,所以這里只是停止向雕刻機輸出數據,但雕刻機并不立即停止雕刻;
位置預覽:在定位時,使雕刻機畫矩形,以確定定位是否準確;
存坐標:將當前位置存放在位子庫中;
提取坐標:從坐標庫中提取已存的坐標,作為當前位置;
返回:返回到排版界面,并不影響雕刻輸出;
陽模、陰模:印章的兩種樣式,選擇需要的模式,默認為陽模;
正字、反字:輸出后為正字或反字,默認為反字;
雕刻速度:激光頭移動的速度1..999;
掃描間隔:相同情況下,間隔越大雕刻時間越短,但雕刻精度越差;
輪廓輸出:輸出文字、圖像輪廓,可用于切割;
優化輸出:雕刻輸出前,刪除不必要的部分,提高輸出效率;
斜 面:為了避免雕刻的圖像文字線條過細時,發生扭曲,而使線條“上細下粗”;
橫坐標:橫向坐標;
豎坐標:縱向坐標;
定位框:選擇/修改定位框類型,一般情況下自動設置,但有些機型僅能使用矩形;
步長:定位時,每按一 次光標控制鍵移動的距離,單位:毫米。
輸出方式
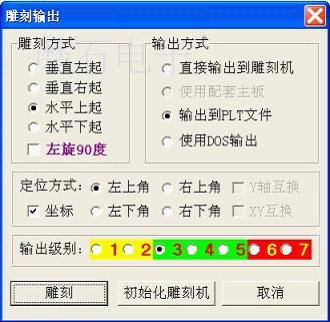
1、雕刻方式:雕刻機工作方式
⑴垂直左起:激光頭垂直運動,從印章的左邊開始雕刻;
⑵垂直右起:激光頭垂直運動,從印章的右邊開始雕刻;
⑶水平上起:激光頭水平運動,從印章的上邊開始雕刻;
⑷水平下起:激光頭水平運動,從印章的下邊開始雕刻;
⑸旋轉90度:在選擇上兩項的基礎上,逆時針旋轉90度輸出;
輸出方式:將數據傳送到雕刻機的方式
⑴直接輸出到雕刻機:使用本系統自帶的輸出控制將數據發送到雕刻機;
⑵使用WINDOWS輸出:使用WINDOWS打印機驅動程序將數據發送到雕刻機,
使用方法:在WINDOWS打印機中添加一個針式打印機(推薦NEC 2200),設置輸出端口為LPT1;在下面的界面中,設置輸出方式為:使用WINDOWS輸出;
⑶輸出到PLT文件:為了兼容不支持雕刻機而設置,將已轉換的印章數據存入指定的.PLT文件中;
⑷使用DOS輸出:為了解決在特殊情況下輸出不正常,也是為了保證系統對雕刻機更廣泛的支持而設定的;使用此項,雕刻輸出時會開啟一個MS-DOS窗口,輸出完成自動關閉;僅windows 9x可用。
2、定位方式:
⑴左上角:以印章的左上角為定位基點,定位/雕刻輸出;
⑵左下角:以印章的左下角為定位基點,定位/雕刻輸出;
⑶右上角:以印章的右上角為定位基點,定位/雕刻輸出;
⑷右下角:以印章的右下角為定位基點,定位/雕刻輸出;
⑸坐 標:輸出時,定位坐標是否參與計算;
3、輸出級別:提高雕刻輸出質量,僅用于“直接輸出到雕刻機”方式;如果輸出正常就沒必要修改;
(僅在雕刻機激光頭抖動時使用);
4、按鈕說明:
⑴雕刻輸出:設定輸出參數后點擊,轉換數據并輸出到雕刻機;
⑵初始化雕刻機:重新設置雕刻機內部參數(對某些雕刻機無效);
⑶取消:放棄雕刻輸出,并退出此界面。
打印輸出

放入組版打印:將已排好的版面添加到組版打印中,等待打印輸出;
組版打印輸出:這個功能是為使用打印機的用戶開發的,可以把要打印的多個版面放在一張紙上打印出來,省時省力。
功能使用說明:
1、在菜單中選擇 文件—組版打印 進入組版窗口;
A、白色的區域為打印機紙張大小,打印版面必須放在里面,否則,不能打印;
B、版面調入后,可用鼠標拖動到指定位置;
C、快捷鍵:在其下面是可用的鍵盤操作鍵,包括:上、下、左、右移動對象,DEL(刪除)對象;
2、〈打開文件〉:打開排版文件,并調入版面;
A、反字選擇框打上“√”后,再打開文件,版面將反向輸出,即文字是反的;
B、反色:打上“√”后,再打開文件,版面將反色輸出,即黑白色顛倒;
C、刪除:打上“√”后,點擊要刪除的對象,即可完成刪除操作;
D、網紋:打開的版面是否有網紋;
E、顏色:打開的版面設置成指定顏色;
注:除C項,其它各項在版面打開/添加前有效。
3、〈打印輸出〉:將排好的版輸出到打印機;
4、〈刷新〉:重新整理版面;
5、〈清空〉:刪除已調入的所有版面;
6、〈返回〉:退出組版打印輸出,返回主窗口;
7、將當前編排的印章放入組版打印,在主界面點擊〈放入組版打印〉即可,參數設置同上。
工具
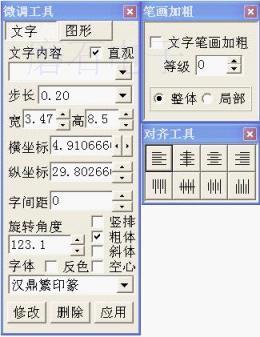
⑴筆畫加粗:顯示加粗筆畫對話框;
整體:對版面中所有的文字筆畫加粗;
局部:僅對選定的文字對象加粗;
注意:文字筆畫加粗前打“√”,才有效
⑵顯示選擇框:顯示所選擇文字的所在位置;
⑶微調工具:調節當前操作對象的參數;
⑷對齊工具:調整多個對象,使其坐標左/右/上/下/居中對齊;
⑸工具欄1、2:在窗口中,顯示/隱藏工具欄
⑹放大顯示:使圖像的顯示增大5%;
縮小顯示:使圖像的顯示減小5%;
⑺刷新:重新顯示整理排版;
注:在工具欄中,提供[原始大小]、[窗口大小]按鈕;
文件
⑴新建:新建方章、條章、圓章、橢圓印章,如果是特殊類型請選擇新建-自定義類型;
⑵打開:調入存盤的印章文件、BMP圖像文件;
⑶保存:將當前印章以 .YZ格式或 .BMP .JPG/JPEG 文件格式存盤;
系統設置
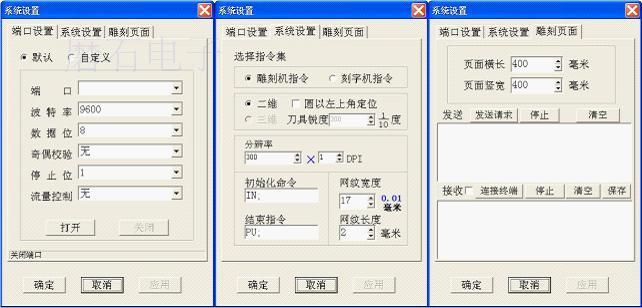
端口設置
默認:使用打印口,地址:378H;
自定義:使用下面設置的端口輸出:COM1、COM2、COM3、COM4等;
系統設置
指令集選擇:雕刻機指令(HPGL),刻字機指令(DMPL);
圓以左上角定位:對于某些雕刻機的特殊設置,現在大多雕刻機不能使用原定位;
分辨率:前后相乘的結果等于雕刻機的分辨率,如:500×2=1000DPI 或 1000×1=1000DPI;
初始化/結束指令:僅當雕刻機不能正常工作時,根據雕刻機說明進行調整;
網紋:印章上的防偽網紋的寬度和長度;
雕刻幅面:設定雕刻機有效工作面積;
發送/接受:測試端口通訊使用;
設置密碼
為了防止不被授權的使用,設置一個密碼;注意牢記密碼,否則系統無法再進入!
打印輸出
放入組版打印:將已排好的版面添加到組版打印中,等待打印輸出;
組版打印輸出:這個功能是為使用打印機的用戶開發的,可以把要打印的多個版面放在一張紙上打印出來,省時省力。
功能使用說明:
1、在菜單中選擇 文件—組版打印 進入組版窗口;
A、白色的區域為打印機紙張大小,打印版面必須放在里面,否則,不能打印;
B、版面調入后,可用鼠標拖動到指定位置;
C、快捷鍵:在其下面是可用的鍵盤操作鍵,包括:上、下、左、右移動對象,DEL(刪除)對象;
2、〈打開文件〉:打開排版文件,并調入版面;
A、反字選擇框打上“√”后,再打開文件,版面將反向輸出,即文字是反的;
B、反色:打上“√”后,再打開文件,版面將反色輸出,即黑白色顛倒;
C、刪除:打上“√”后,點擊要刪除的對象,即可完成刪除操作;
D、網紋:打開的版面是否有網紋;
E、顏色:打開的版面設置成指定顏色;
注:除C項,其它各項在版面打開/添加前有效。
3、〈打印輸出〉:將排好的版輸出到打印機;
4、〈刷新〉:重新整理版面;
5、〈清空〉:刪除已調入的所有版面;
6、〈返回〉:退出組版打印輸出,返回主窗口;
7、將當前編排的印章放入組版打印,在主界面點擊〈放入組版打印〉即可,參數設置同上。
圖象處理
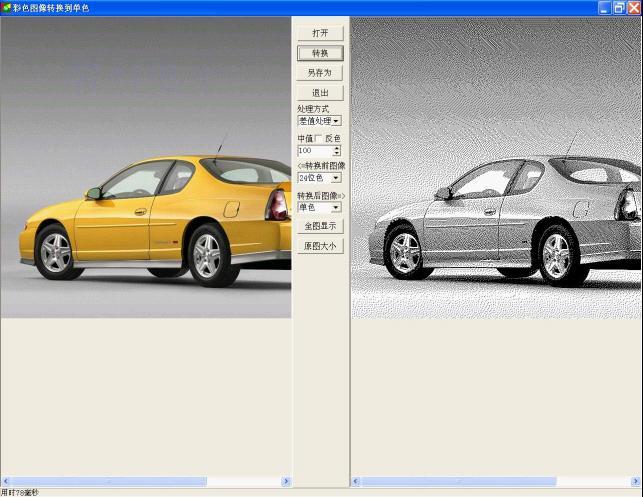
功能:可以將彩色圖像轉換成單色點陣、256級灰度、輪廓等等樣式的圖像